The idea of combining different steels and alloys in order to take advantage of the best properties of these constituents is not recent. From antiquity, bronzes with different hardnesses were sometimes combined by playing on the casting operation. It was with the Iron Age that blacksmiths understood the interest of coupling grades of steel with different properties, mainly related to carbon content, in order to manufacture tools and weapons. Thus, harder steels could be welded to mild steels by practicing manual hot forging. The products obtained therefore exhibited good ductility, conferred by the mild steel core, associated with a high surface hardness, allowing sharpness and strength.
The discovery and then the development of stainless steels at the start of the 20th century opened up new possibilities in terms of combinations of properties. Indeed, the opportunity to have a product capable of offering both the mechanical resistance of a carbon steel and the service resistance in corrosive environment of a stainless steel or a special alloy opens a field of possibilities. almost infinite and thus responding to the main scenarios encountered in the industry. The products considered here are those with a metallurgical bond resulting from a hot rolling process.
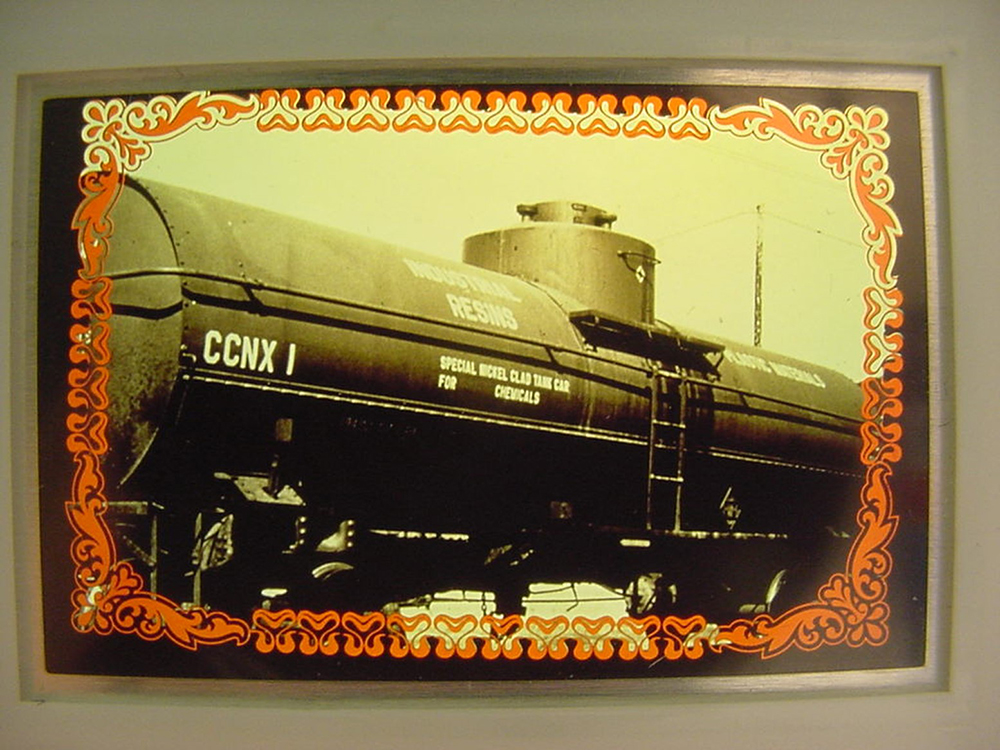
In 1930, Lukens Steel, located in Coatesville (USA), was a pioneer in the production of plated products by manufacturing in partnership with The International Nickel Company Nickel-plated sheets intended for the production of tanks (Fig. 1) for transport. of caustic soda.
It was from 1950 that the development of clad sheets was really launched. Tests of composite ingots were attempted, but it was hot co-rolling which remained very predominant. One of the major drivers of this development was the strong and structural tendency of the chemical and petroleum industries to develop processes requiring higher and higher operating pressures and temperatures. Consequently, clad sheets, mainly used in these industrial sectors, are generally made of a base steel (carbon steel or low alloy, providing mechanical strength, including creep if necessary) coated with a cladding (stainless steel , alloys of Nickel, Titanium, Copper or Zirconium) with a typical thickness of 3mm, sometimes on two sides (Fig. 2),

Since then, the steel industry has never ceased to develop technological solutions to improve the quality of manufacture as well as its reproducibility. There are indeed two major challenges in the production of clad sheets:
1 / The mechanical strength of the connection between the two steels. This factor is of first order to ensure good cohesion between the materials and to avoid the phenomenon of « disbonding » (detachment) likely to lead to the ruin of the equipment in service. This resistance is conventionally verified by means of a specific shear test and must meet the minima set by standards (eg 140 MPa in the ASTM A263 / 4/5 standards) or specific specifications.
2 / The combined obtaining of the mechanical properties of the base steel and the corrosion resistance properties of the cladding. Depending on the metallurgical nature of the constituent grades, all the subtlety of the manufacture of a plated sheet resides in the right choice of the metallurgical route which will make it possible to achieve the mechanical strength of the base steel without degrading the corrosion resistance of the plating, and vice versa.
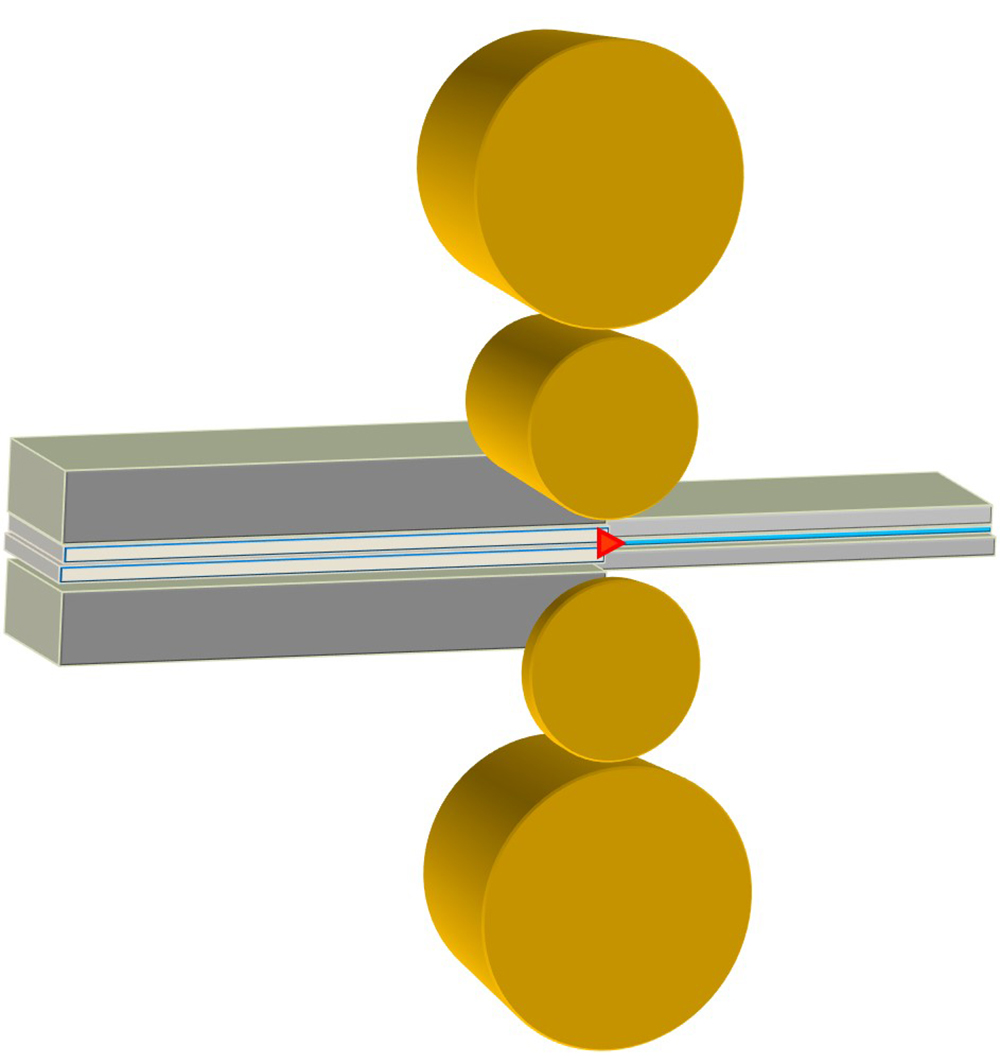
The first challenge for the industry was therefore to ensure a good connection between the base and the veneer. The classic process used to make this metallurgical bond is hot co-rolling. The two semi-finished products intended to be combined are pre-assembled by welding and then rolled simultaneously at temperatures between 950 ° and 1250 ° C. The power of the rolling mills then does the rest, allowing the inter-diffusion of the atoms around the bond to create a true metallurgical bond.
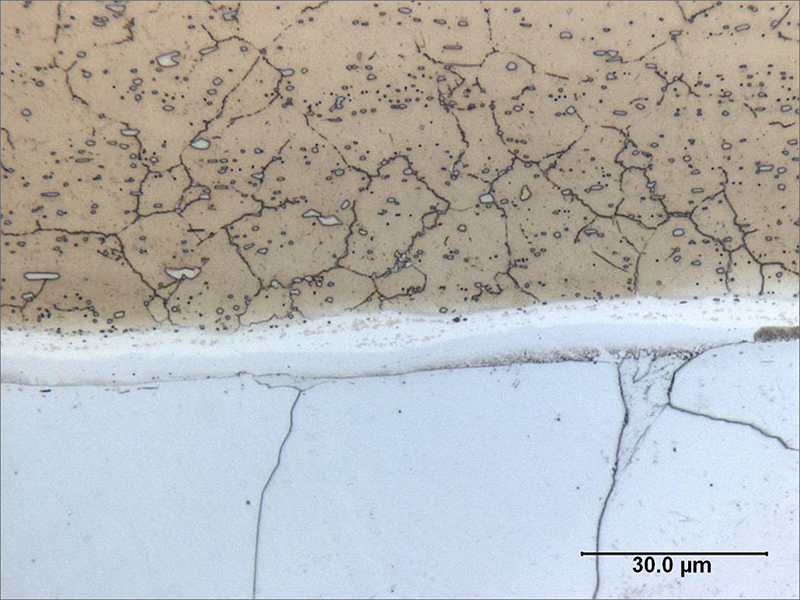
This inter-diffusion zone (Fig. 3) represents only a few microns but is the object of all the attentions. The technology initially used to promote good bonding is to electrolytically deposit a layer of pure nickel or iron on the surface of the semi-finished products which will then become the plating. “Nickel plating” was used in particular by Lukens Steel (USA) but also by Japan Steel Works (Japan) from 1950 and which still uses it today. In France, the Société des Forges et Ateliers du Creusot (SFAC) but also the Compagnie des Forges et Ateliers de la Loire (CAFL) made use of “Forging”.
Clad sheets are usually manufactured either in single unitary sheet or in pairs in an assembly which is referred to as a sandwich: base / cladding / cladding / base (Fig. 4). In the latter case, a suitable coating is used between the two layers of veneer to prevent them from diffusing and sticking together. Thus the sandwich is then separated to give rise to two plated sheets.
An alternative process will also see the light of day in the 1960s. This is plating by explosion, developed commercially by Dupont Nemours in 1963. An explosive charge is applied to the two semi-finished products and the shock wave sticks together. the plating on the base steel by propagating. This process is still used today.
For its part, co-lamination technology will continue to evolve. The temperatures involved causing strong oxidation of the surfaces of semi-finished products, this lowers the cohesion of the metallurgical bond. Electrolytic deposition processes therefore only offer a fairly modest shear resistance. A new manufacturing process will change the game and allow much better behavior. Since the oxidation of products at high temperature degrades the interface due to the presence of gaseous oxygen (air) in the assemblies, the use and development of vacuum technologies will bring considerable progress. Airtight assemblies are made from which air is pumped to achieve a high vacuum level.
This technology, which was developed in particular by VoestAlpine (Austria) in the 1970s, has become the benchmark and is still used worldwide today, in particular by European manufacturers including the Industeel ArcelorMittal plant in Le Creusot, heir to the SFAC.
Clad sheets are commonly intended for two main types of applications. Industrial applications (Chemicals, Petrochemicals, Gas Treatment, Energy) requiring reactors and other pressure equipment represent the traditional historical market. The other application that has developed significantly, especially over the past ten years, is the manufacture of plated tubes which will be used for the construction of offshore pipelines. Their use is the transport from wells and over kilometers of raw gas or oil products, therefore very corrosive, in order to bring them to the treatment plants located on the coast. These extremely demanding applications require the best available properties in terms of safety and durability, which the use of metallurgical plated steel provides.
If you want to know more about our Clad Plates, click here.